BS EN 13480-5: 2002 Metallic industrial piping - Part 5: Inspection and testing(Eng)
Подождите немного. Документ загружается.

EN 13480-5:2002 (E)
Issue 1 (2002-05)
19
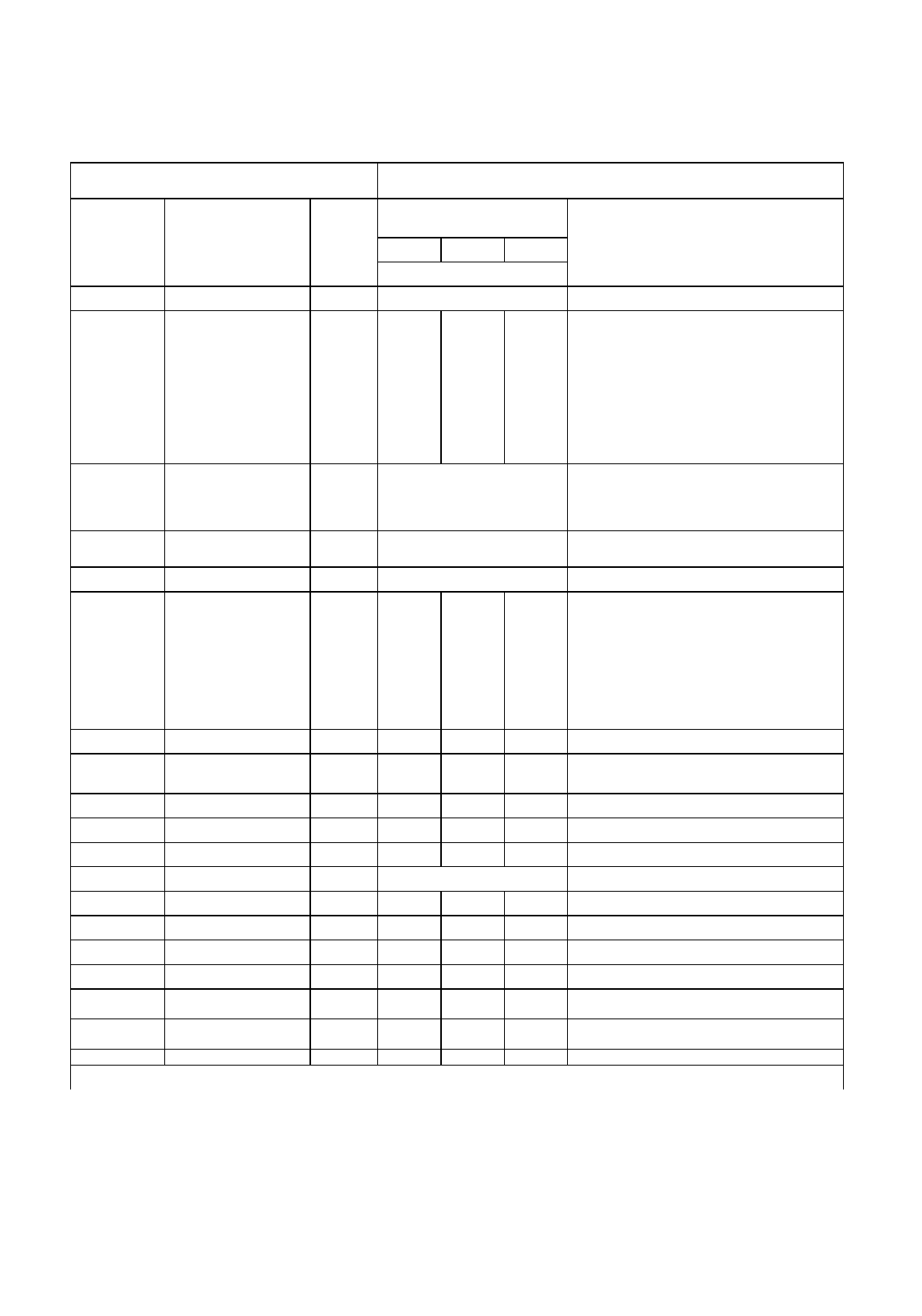
Table 8.4-2 — Acceptance criteria for surface imperfections
Identification of surface imperfection
Maximum permitted imperfection
Piping class in accordance with
EN 13480-1:2002, Table 4.1-1
III
II
I
EN ISO 6520-1
:1998,
Reference
number
Designation
EN 25817:
1992
Reference
number
EN 25817:1992, quality level
Additional requirements
a
1001-1064
Cracks (all)
1
Not permitted
2011-2017
2021-2024
Gas cavity (all)
Shrinkage cavity (all)
3 to 5
B
1
)
B
C
1
) When occurring at the surface,
- diameter = 2 mm and
- depth = 1 mm
with additional conditions that:
- it does not occur at a stop or restart
- it is not systematic on the same weld for
pressure welds or load carrying attachment
welds.
3011-3014
3021-3024
303
3041-3043
Slag inclusions (all)
Flux inclusions (all)
Oxide inclusions
Metallic inclusions (all)
6
6
6
6,7
Not permitted
shall be removed e. g. by grinding
4011-4013
Lack of fusion (all)
8
Not permitted
402
Lack of penetration
9
Not permitted
If a full penetration weld is required
5011-5012
Undercut
11
B
2
)
C
C
2
)
t
16 mm :
h
0,5 mm for long
imperfections
6 mm
t
< 16 mm:
h
= 0,3 mm for long
imperfections;
h
= 0,5 mm for
short imperfections
t
< 6 mm:
h
< 0,3 mm for
short imperfections
5013
Shrinkage grove
21
B
C
C
502
Excessive weld metal
12
B
C
C
Smooth transition is required.
Weld toe angle
120
503
Excessive convexity
13
C
C
C
Same as for 502
504
Excess penetration
16
B
C
C
5041
Local excess penetration
17
B
B
C
506
Overlap
22
Not permitted
507
Linear misalignment
18
See EN 13480-4
508
Angular misalignment
-
See EN 13480-4
509
Sagging
19
B
B
B
511
Incompletely filled groove
19
B
B
B
512
Excessive asymmetry of
fillet welds
20
D
D
D
512
Excessive asymmetry of
fillet welds
20
D
D
D
515
Root concavity
21
B
B
B
Long imperfection: not permitted
(continued)
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI
EN 13480-5:2002 (E)
Issue 1 (2002-05)
20
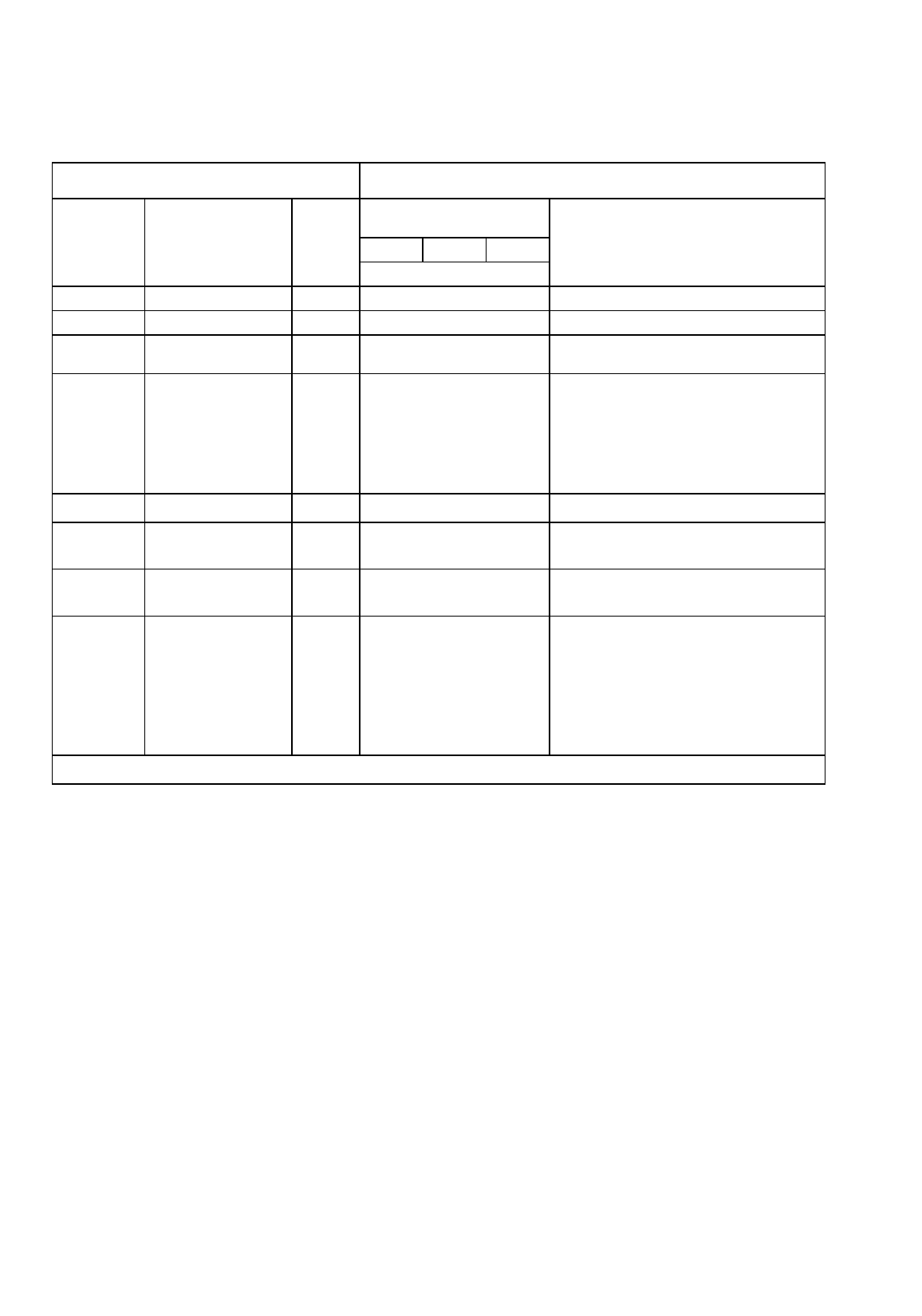
Table 8.4-2
(concluded)
Identification of surface imperfection
Maximum permitted imperfection
Piping class in accordance with
EN 13480-1:2002, Table 4.1-1
III
II
I
EN ISO 6520-1
:1998,
Reference
number
Designation
EN 25817:
1992
Reference
number
EN 25817:1992, quality level
Additional requirements
a
516
Root porosity
-
Not permitted
517
Poor restart
23
Not permitted
601
Stray flash
24
Not permitted
shall be removed, e.g. by grinding plus MT or PT
or ensure that no crack is left
602
Spatter
25
Not permitted
NOTE: in the special case of circumferential
welded fins which are attached to tubes by a
mechanised welding process, spatter shall be
minimised, but any produced may remain,
regardless of the material or heat treatment
involved.
603
Torn surface
-
Not permitted
shall be ground, a smooth transition is required.
604
Grinding mark
Not permitted
shall be ground flash, a smooth transition is
required
605
Chipping mark
Not permitted
shall be ground flash, a smooth transition is
required.
606
Under flushing
Not permitted
any local underflushing shall be related to the
design characteristics (calculated thichness +
corrosion allowance = minimum thickness for
base material)
(Thickness shall be measured by ultrasonic
method)
a
Symbols according to EN 25817:1992.
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI
EN 13480-5:2002 (E)
Issue 1 (2002-05)
21
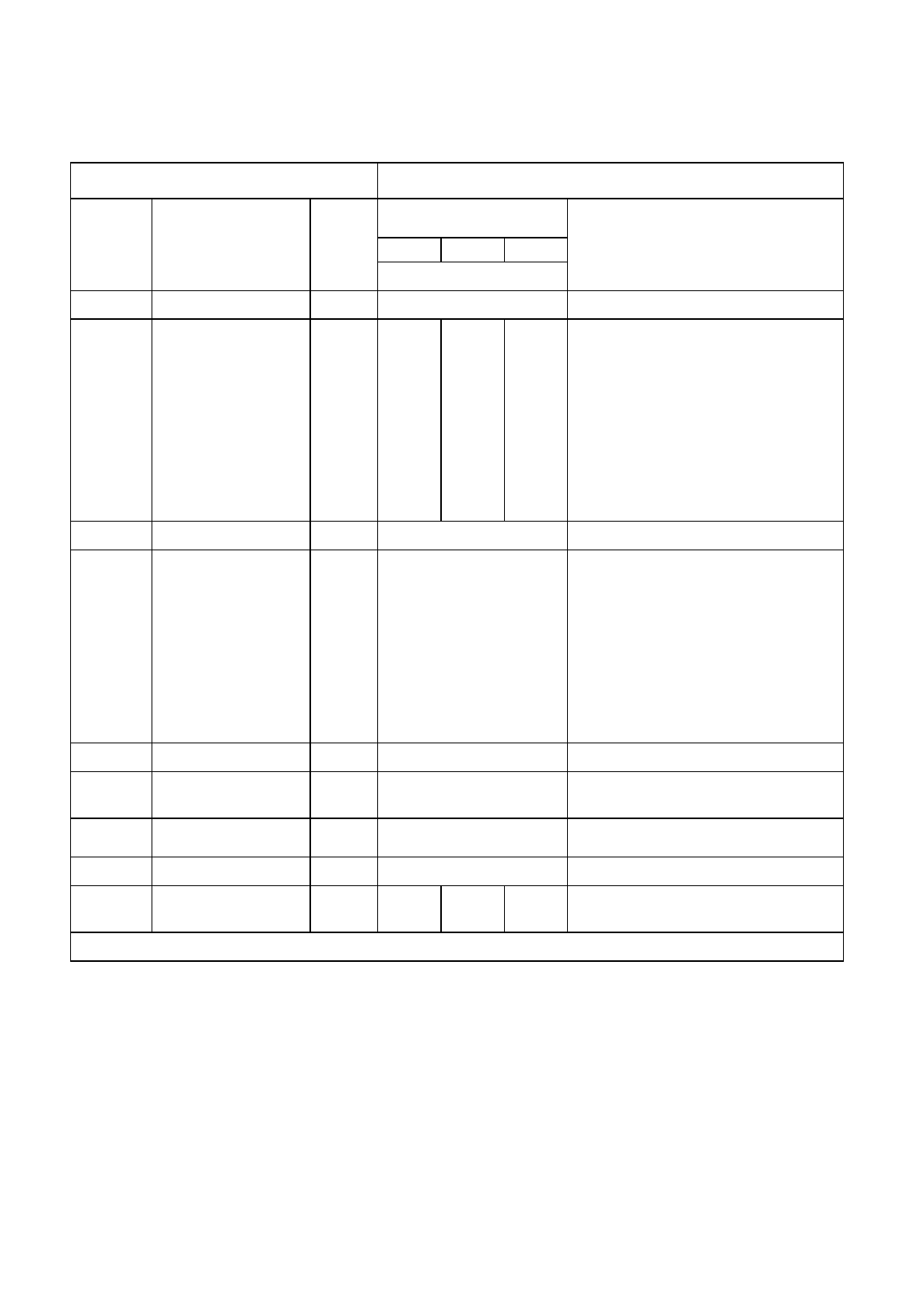
Table 8.4-3 — Additional requirements for acceptance criteria for internal imperfections detected by RT
Identification of internal imperfection
Maximum permitted imperfection
Piping class in accordance with
EN 13480-1:2002, Table 4.1-1
III
II
I
EN
ISO 6520-1
:1998
Reference
number
Designation
EN 25817:
1992
Reference
number
EN 25817:1992, quality level
Additional requirements
a
1001-1064
Cracks (all)
1
Not permitted
2011-2016
Gas cavity (all)
3-5
B
B
C
For No 2012, the distance between two pores
shall always be greater than twice the diameter
of the bigger one, and not less than 4 mm (to
ensure that there is no chance of having a lack of
fusion)
For No 2014 same as for uniformly distributed
pores.
For No 2015 and 2016
l
= 0,3
t
, maximum 5 mm,
and
w
= 2 mm
2021-2024
Shrinkage cavity (all)
-
Not permitted
3011-3014
3021-3024
303
Slag inclusions (all)
Flux inclusions (all)
Oxide inclusions
6
1)
1)
w
= 0,3
t
, maximum 3 mm and depending of
the application:
1 <
t
25 mm
In case of several line at slag inclusions with a
distance between 2 of them less than twice the
longest of them, the total length is to be
considered as a defect.
3042
Metallic inclusions (copper)
7
Not permitted
3041 and
3043
Metallic inclusions (all
others)
-
2)
2) Same as for gas cavities No 2011 – 2012 –
2013
4011-4013
Lack of fusion (all)
8
Not permitted
402
Lack of penetration
9
Not permitted
If a full penetration weld is required
–
Multiple imperfections in
any cross section
26
B
B
B
a
Symbols according to EN 25817:1992,
w
= maximum size of cavity
8.4.3 Personnel qualification
Testing shall be carried out by an individual certified to at least EN 473:2000, level 1, under the supervision of
personnel certified to level 2 or level 3 who shall also be responsible for the evaluation of the results.
Visual examination shall be performed and evaluated by an individual with sufficient knowledge and experience with
the relevant standards and specifications. Certifications in accordance with EN 473 are not required.
Ultrasonic testing shall be performed and evaluated by an individual certified to at least EN 473:2000, level 2.
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI
EN 13480-5:2002 (E)
Issue 1 (2002-05)
22
8.4.4 Selection of NDT method
8.4.4.1 Surface testing
For the selection between MT or PT, see 8.1.1.1 f) and also footnote c in Table 8.2-1.
The term “visual examination” shall be understood to mean observation of the portion of components, joints, and
other piping elements and supports that are or can be exposed to view before, during, or after manufacture,
fabrication, assembly or installation.
NOTE This examination may include verification of dimensions, weld edge, joint preparation, alignment, joining (welding,
bonding, brazing, or other methods of joining) supports, assembly and installation.
8.4.4.2 Volumetric testing
Depending on wall thickness, type of weld and type of material, the NDT method shall be selected according to
Table 8.4-4.
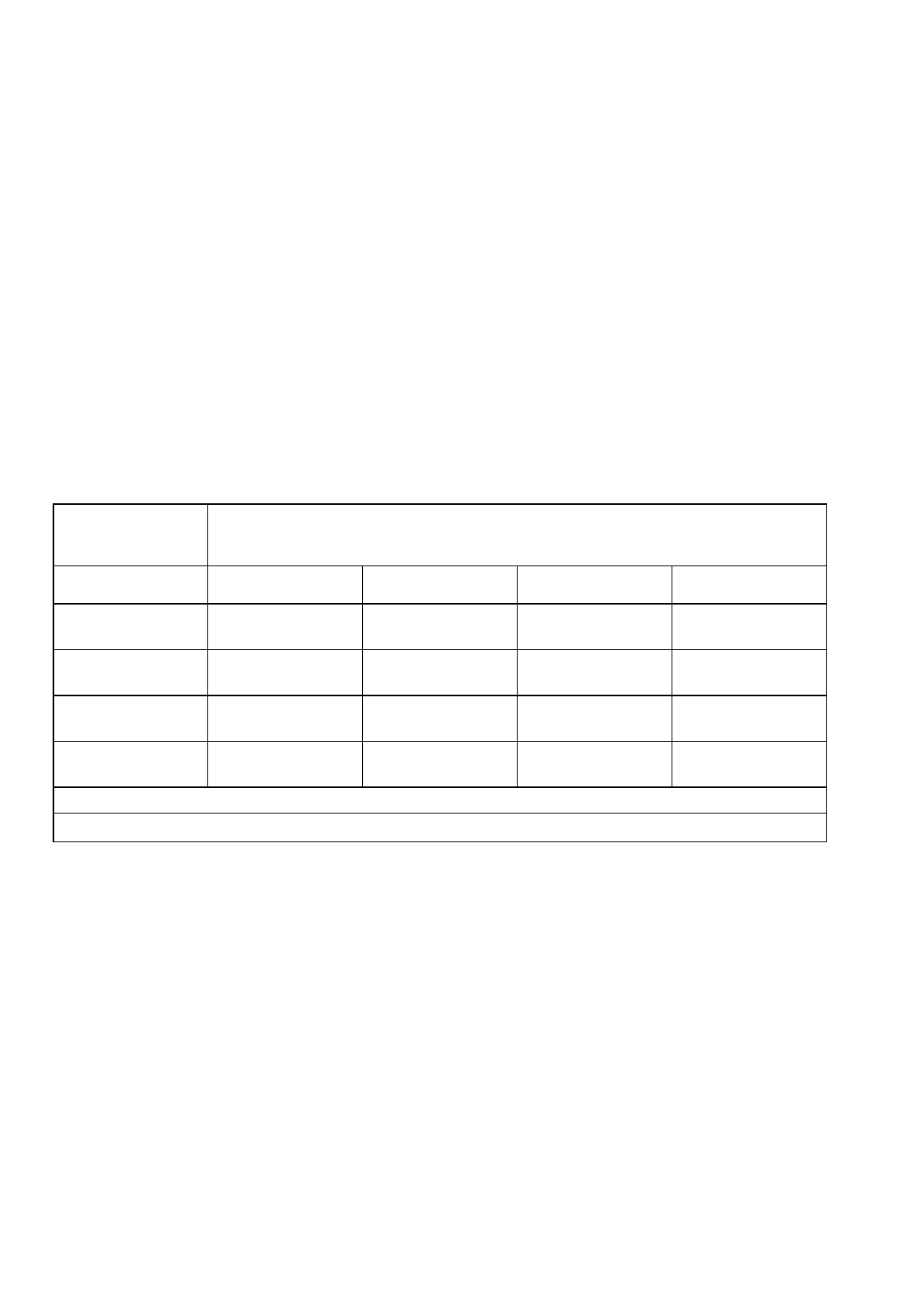
Table 8.4-4 — Selection of NDT techniques for detection of welding imperfections (volumetric testing) in
full penetration joints, based on EN 12062:1997
Material and Type
of Joint
Parent Material Nominal Thickness
(
e
in millimetres)
e < 8
8
e < 15
15
e < 40
e
40
Ferritic
Butt Joints
RT RT or (UT) RT or UT UT or (RT)
Ferritic
T-Joints
RT RT or (UT) RT or UT UT or (RT)
Austenitic
Butt Joints
RT RT RT or (UT
a
) UT
a
or RT
Austenitic
T-Joints
RT RT RT or (UT
a
) UT
a
or RT
NOTE Where two techniques are shown, the least preferred is shown between brackets
a
UT
D
(in accordance with EN 1714:1998, class D) requires a specific written instruction
8.5 Reports
Reports of non-destructive testing shall be drawn up in accordance with the European Standard for the testing
method.
8.6 Weld repairs
Procedures for weld repair shall be in accordance with EN 13480-4 and shall be submitted to the inspector for
review and approval prior to commencement of the repair.
Weld imperfections, which have been assessed as weld defects, shall be repaired in accordance with EN 13480-4
and inspected again after repair.
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI

EN 13480-5:2002 (E)
Issue 1 (2002-05)
23
NOTE The inspector may require additional inspections during the repair.
Where imperfections are identified but cannot be adequately evaluated, an alternative test shall be performed or
the imperfection repaired.
The maximum allowable number of subsequent repairs shall be in accordance with EN 13480-4.
9 Final assessment and documentation
9.1 General
Prior to final certification, the manufacturer shall carry out a final assessment to verify that the piping system has
been manufactured in compliance with all specified requirements. The required documentation shall then be
compiled.
9.2 Final inspection
9.2.1 General
The final inspection shall consist of the following:
a visual inspection before the proof test;
a visual inspection after the proof test;
review of the manufacturing documents.
All testing and inspections shall be documented.
9.2.2 Visual inspection before the proof test
A visual inspection shall be carried out externally and internally, where possible, prior to completion of the external
coating. The visual inspection shall verify that:
dimensions and orientations comply with design requirements of the piping system;
components, supports, assembly and installation comply with the other requirements of the design
specification and this European Standard.
9.2.3 Visual inspection after the proof test
The visual inspection shall verify that there has been no deterioration resulting from the proof test:
all blank flanges, fitted to isolate components not subject to pressure test, e.g. safety valve escape piping,
bellows or expansion joints, etc. shall have been removed;
safety valves or relief devices required by the design or this standard shall have been correctly installed and
are of the specified capacity and type. Any gauges fitted to these devices for the purpose of pressure testing
shall have been removed.
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI

EN 13480-5:2002 (E)
Issue 1 (2002-05)
24
9.2.4 Review of the manufacturing documents
The manufacturer shall carry out a review of the manufacturing documents to verify that all applicable examinations
and tests specified in clauses 7 to 9 have been satisfactorily performed and reported.
9.3 Proof test
9.3.1 General
All piping constructed in accordance with this European Standard shall be subjected to a proof test to demonstrate
the integrity of the finished product. The proof test shall always be carried out, under controlled conditions, with
appropriate safety precautions and equipment, and in such a way that the persons responsible for the test are able
to make adequate inspections of all pressurised parts.
The proof test shall be a hydrostatic pressure test, except where a hydrostatic pressure test is harmful or
impractical. In these instances, a pneumatic pressure test (see 9.3.3) or other tests (see 9.3.4) shall be performed.
The proof test shall be made when required.
9.3.2 Hydrostatic pressure test
9.3.2.1 Basic requirements for hydrostatic pressure tests
9.3.2.1.1
Where practicable, the finished piping system shall be pressure tested after the installation has been
completed and all inspections have been performed. If it is not practicable, due to size or mode of manufacture, to
pressure test a complete piping system, the test procedure to be followed shall be agreed at the design stage.
9.3.2.1.2
All joints shall be left uninsulated and unlined and exposed for examination during pressure testing,
except that joints and tubes previously tested in accordance with this standard may be insulated or covered.
Painting for corrosion protection shall be permitted, provided, it does not prevent the clear examination of the joint
under test.
9.3.2.1.3
Piping designed for vapour or gas shall be provided with additional temporary supports, if necessary,
to support the weight of the test liquid.
9.3.2.1.4
Expansion joints shall generally be pressure tested in both, the manufacturers shop and in place in the
piping system. They shall be subjected to a test pressure according 9.3.2.2.1. If the test pressure
p
test
> 1,5
PS E
20
/
E
c
(9.3.2-1)
expansion joints may be provided with restraints to stabilise the bellows against squirm whilst being tested,
where
E
C
is the modulus of elasticity at design temperature.
E
20
is the modulus of elasticity at 20 °C;
PS
is the maximum allowable pressure in bar;
p
test
is the test pressure in bar;
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI

EN 13480-5:2002 (E)
Issue 1 (2002-05)
25
9.3.2.1.5
Equipment which is not to be tested shall be either disconnected from the piping or isolated by blank
flanges or other means during the test.
NOTE A valve may be used, provided the valve (including its closure mechanism) is suitable for the test pressure.
9.3.2.1.6
No piping shall be subject to any form of shock loading such as hammer testing when undergoing
pressure testing.
9.3.2.1.7
When dial indicating and recording pressure gauges are used, the dial shall be graduated over a range
of approximately double the intended maximum pressure, but in no case shall the range be less than 1,5 or more
than 4 times that pressure.
9.3.2.1.8
When components are to be pressure tested, the indicating gauges shall be connected to the
component, or to the component from a remote location, with the gauges readily visible to the operator controlling
the pressure throughout the duration of pressurising, testing and depressurising or venting of the component.
NOTE 1 For large piping systems where more than one gauge is specified or required, a recording type gauge is
recommended.
NOTE 2 It is recommended that a small pressure relief valve set to 1,1 times the test pressure is attached to the pressure
test system in order to avoid excess pressure being developed.
9.3.2.1.9
All indicating and recording type gauges used shall be calibrated to the appropriate gauge standard.
9.3.2.1.10
Piping which has been repaired following the hydrostatic pressure test shall be subjected again to the
specified pressure test after completion of the repair and any required post-weld heat treatment, unless otherwise
agreed between the parties involved.
9.3.2.2 Detailed requirements for the hydrostatic pressure test
9.3.2.2.1
The test pressure shall be not less than the greater of the two values determined by the following:
f
f
PSp
t
est
t
est
1,
25
=
(9.3.2-2)
or
PS
p
431, =
test
(9.3.2-3)
where
f
is the nominal design stress for design conditions at design temperature, in N/mm
2
;
f
test
is the nominal design stress for design conditions at test temperature, in N/mm
2
;
PS
is the design pressure of the piping spool, in bar ;
test
p
is the test pressure, in bar.
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI

EN 13480-5:2002 (E)
Issue 1 (2002-05)
26
In all cases for each component of the piping the test pressure shall be limited to such a level that it does not
generate a design stress greater than that given in EN 13480-3 for testing conditions, by reducing, if necessary, the
test pressure.
NOTE 1 This condition may be waived in those cases of different materials, where the hydrostatic pressure test would
necessitate a redesign or where the pressure test can lead to an overloading of bolts during the pressure test.
In cases where piping is operated in the creep range, further considerations shall be taken into account.
The applied test pressure shall include the amount of any static head acting in service and in testing at the point
under consideration.
NOTE 2 However, the static pressure caused by the content of the piping during service and/or testing does not need to be
taken into account if it does not increase the stress in the wall by more than 5 %.
For each piping spool, the test pressure shall be limited to such a level that it does not generate a design stress
greater than that given in EN 13480-3 for the test conditions by reducing, if necessary, the test pressure. For further
details, see EN 13480-3.
It shall be ensured that the structures, which are not provided by those responsible for the supply of the piping
system, are able to support the loads created by the hydrostatic test.
Prior to the hydrostatic test, the strength of temporary supports shall be verified.
Air pockets in the piping system shall be avoided. Means shall be provided to prevent air pockets in pipe sections
under test.
As a general rule, the hydrostatic test shall be performed with water. The quality of the water shall be such as to
prevent both corrosion and any residual impurities.
NOTE 3 In most cases the hydrostatic test may be performed with general supply water.
For hydrostatic tests of austenitic stainless steel piping systems, the halogen concentration of the water shall be
controlled and shall not exceed a volume fraction of 50 × 10
-6
.
The pressurizing fluid shall have a temperature sufficiently high that the risk of brittle fracture is avoided, see
EN 13480-2:2002.
Where a pressurising fluid other than water is used, care shall be taken to identify any additional hazards
associated with the fluid. All of the following conditions shall be satisfied: the pressuring medium shall
be non toxic;
have a flash-point 60 C or above (closed cup test) and shall not be utilised within 25 C of that flash point;
have a temperature at least 10 C below atmospheric boiling temperature and at least 5 C above solidification
point.
NOTE 4 For drinking water supply piping, drinking water should be used for the pressure test.
Heavy walled piping shall not be pressurised until the metal temperature is approximately equal to that of the
pressurisation medium. If the toughness of the material, or of the component, imposes a limit on the test
temperature or on the rate at which the pressure is increased, account shall be taken of this and documented in the
test data certificate.
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI

EN 13480-5:2002 (E)
Issue 1 (2002-05)
27
9.3.2.2.2
The pressure of piping under test shall be increased to a value of approximately 50 % of the specified
test pressure. Thereafter, the pressure shall be increased in steps of approximately 10 % of the specified test
pressure until it is reached. The piping system shall be held at the test pressure for a period of at least 30 min. The
pressure shall then be reduced to the design pressure and all components and welded joints subjected to a close
visual examination of all surfaces and joints. During this examination, the piping shall show no signs of general
plastic yielding.
9.3.2.2.3
During the hydrostatic test, the external surface of the piping system shall be kept in such a condition
that leaks can be detected.
The hydrostatic test shall be passed if no leakage or visible plastic deformation is observed.
The details of the hydrostatic test shall be documented.
9.3.2.2.4
The pressure shall be relieved before draining. Where vacuum conditions can occur when draining thin
wall piping, venting shall be provided to prevent its collapse.
9.3.3 Pneumatic pressure test
Pneumatic tests shall only be permitted in cases where a hydrostatic pressure test is detrimental to the piping system
or is not practical, i.e.
for piping that is to be used in processes where even small traces of liquid are intolerable ;
following consultation at the design stage on the adequacy of the safety precautions proposed by the piping
manufacturer.
The requirements of 9.3.1 shall be fulfilled.
Due to the hazard involved in pressure testing using a compressible medium, special consideration shall be given to
factors such as :
a) location of the piping system and its position relative to other buildings, plants, public roads, and areas open to
public and all other equipment and structures in the vicinity of the piping system to be tested;
b) maintaining during the test the highest practicable standards of safety and ensuring that only personnel
involved in the testing have access to the testing area, that if the testing is not performed in a special room the
region in the immediate vicinity of the testing area is sealed off and warning signs used highlighting the danger
zone and prohibited area;
c) NDT by MT or PT from the inner surface of the welds which have not been subjected 100 % volumetric testing
as required for the longitudinal seams. If the inner surface is not accessible UT shall be performed before the
pressure test. The amount of testing shall be 10 % of all circumferential welds including all butt joints of the
piping under consideration;
NOTEConsideration may be given to the use of acoustic emission.
d) resistance of the piping system materials to fast fracture and the absolute necessity of avoiding brittle fracture.
e) metal temperature at which shall be at least 25 C above the brittle fracture temperature required in EN 13480-
2:2002, Annex B for piping systems. Attention is drawn to the fact that if the gas pressure is reduced to the
piping system under test from high pressure storage, its temperature will fall. Therefore the equipment provided
by the piping systems manufacturer shall be such that the temperature of the gas entering the piping systems
exceeds the minimum temperature indicated.
f) the extent of remote monitoring provided during the test.
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI

EN 13480-5:2002 (E)
Issue 1 (2002-05)
28
The test pressure shall be in accordance with 9.3.2.2
The pressure shall be gradually increased to a value of 50 % of the required test pressure. Thereafter the pressure
shall be increased in steps of approximately 10 % of the required test pressure until this is reached. The pressure
shall then be reduced after 10 min to the inspection pressure
p
i
.
f
f
pp
t
a
si
=
(9.3.3-1)
and held during the inspection of the piping.
9.3.4 Other tests
In cases where a hydrostatic or pneumatic pressure test of individual welds (connection welds) would be detrimental
or impractical they shall be substituted by an appropriate non-destructive test (100 % RT or UT and 100 % PT or MT)
subject to agreement between the parties involved. If for specific materials, e.g. glas linings, the calculated stresses in
the piping are lowered to less than 70 % of the nominal stress for the design condition of the steel structure, this may
be taken into account when the test pressure and the amount of non-destructive testing is specified. The results of
this testing shall achieve the same level of safety.
Consideration shall be given to final testing at an early stage in the design cycle, so that arrangements can be
made to ensure that the individual component receive an appropriate test.
9.3.5 Documentation of the proof test
The essential data of the proof test shall be confirmed in a test certificate. Where the proof test is not carried out using
water, the test medium used shall be recorded.
9.4 Inspection of safety systems
For inspection of safety systems see Annex A.
9.5 Documentation
9.5.1 Final documentation package
The final documentation package shall contain the design and manufacturing documentation package and the
operating instructions. The content of the final documentation package shall be as specified in Table 9.5-1.
NOTE The final documentation may contain copies of the original documents, except for documents no. 14 to16.
Licensed copy:RMJM, 30/08/2005, Uncontrolled Copy, © BSI